



摘要:利用自制抗磨损性能模拟试验装置对SCR蜂窝式催化剂进行了抗磨损性能的试验研究。结果表明,催化剂的磨损强度主要受空速和磨损剂浓度的影响,尤其以空速影响较大。随着催化剂孔数的增加,催化剂磨损强度和抗磨损性能提高。
关键词:SCR;蜂窝式催化剂;磨损性能;烟尘条件;端部硬化
电站锅炉系统排放的NOx是致使酸雨形成的主要大气污染物之一,典型电站排放的NOx由约95%的NO和约5%的NO2组成。采用低NOx燃烧器、烟气再循环、分级燃烧或水蒸汽注入[1]等技术可以降低NOx排放浓度,但是这些技术成本高,脱硝效率低,而且会对锅炉产生负面影响,难以大规模推广使用[2]。
随着我国火电厂大气污染物排放标准(GB13223-2003)的正式颁行,我国对电站NOx的排放做出了更为严格的规定。因此,脱销效率高、价格相对低廉,对锅炉适应性好的SCR(Selective Cata2lytic Reduction)技术在我国开始得到应用并呈上升趋势。
催化剂是SCR系统中最重要的组成部分,目前市场上SCR催化剂主要有蜂窝式、板式、波纹板式三种,其中蜂窝式催化剂的市场占有率最高,约60%~70%[3]。蜂窝式催化剂的性能直接影响SCR系统脱销效率,其采购、更换与维护成本更是SCR系统运行费用的主要部分。
影响蜂窝式催化剂活性的因素很多,烟尘颗粒对催化剂的磨损是其失活的主要原因之一。由于我国煤种的特性及成本的原因,电厂往往会燃用高钙煤、劣质煤,燃用这些煤种产生的烟尘颗粒大,硬度高,成分复杂,更加剧了催化剂的磨损,严重时会缩短催化剂更换周期,增加维护费用。
因此,对蜂窝式催化剂抗磨损性能进行试验研究,具有一定的理论和实践意义。本文对蜂窝式SCR催化剂的磨损性能进行了研究,系统讨论了磨损剂浓度、空速(以催化剂容积体积计算)、接触时间以及蜂窝式催化剂孔数等因素对催化剂磨损性能的影响,为燃煤电厂根据不同的烟气条件选择合适的催化剂提供理论依据。
1试验材料和方法
1.1试验装置及材料
抗磨损性能模拟试验装置为江苏龙源催化剂有限公司自制;SCR蜂窝式催化剂采用江苏龙源催化剂有限公司生产的三种型号催化剂;磨损剂为江苏宜兴产精制石英矿砂;端部硬化浸渍液为江苏龙源催化剂有限公司研制;全自动电子天平生产商为梅特勒托利多(上海)仪器有限公司。
1.2试验方法
取催化剂的一部分作为样品,在105e烘箱中烘干1h,并放置在干燥皿中冷却24h,将含有磨损剂的空气以一定的流速通过样品,经过特定时间后通过测量试验试块和参比试块的重量损失与收集到的磨损剂重量确定试块的磨损强度和净失重率。
磨损强度=(1-W2/W1XW3/W4)/W5X100
净失重率=(W1-W2+W4-W3)/W1X100
式中:W1为试验试块测试前重量,g;W2为试验试块测试后重量,g;W3为参比试块测试前重量,g;W4为参比试块测试后重量,g;W5为收集硅砂重量,kg。
2结果与讨论
2.1SCR蜂窝式催化剂磨损机理
对磨损后蜂窝式催化剂进行对照分析,可以观察到催化剂端部被磨损的情况。参比催化剂试块由于没有暴露在磨损剂中,因而没有明显的磨损现象。试验试块端部被磨损后,端面总体呈弧形并向内凹进,而且每一个通孔的内壁也是成弧形。
这可能是因为,管道内和通孔内的风速分布遵循流体动力学,由于滞流边界层的存在,靠近管道壁面和催化剂内壁面的风速较小,因而裹挟其中的磨损剂动能较小,从而对靠近管道壁面部分的催化剂磨损相对小。而处于管道和通孔中部的风雷诺系数大,风速高,其中的磨损剂动能较高,从而对催化剂中部的磨损加剧,使得磨损后的催化剂断面呈弧形。
另外,磨损后的催化剂内壁变得更加光滑,且厚度减小,造成这种现象的原因可能是/马格努斯效应0(见图1、2)。
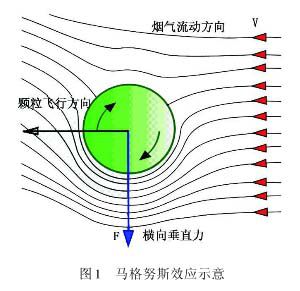
图1马格努斯效应示意
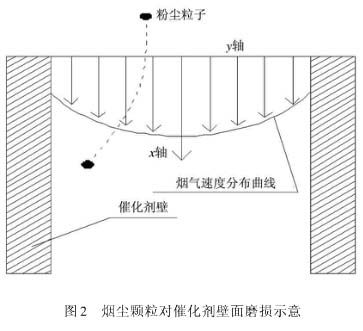
图2烟尘颗粒对催化剂壁面磨损示意
从图1、2可以看出,烟尘颗粒被烟气裹挟向前运动的同时,自身也发生旋转,由于滞流边界层的存在,靠近催化剂壁面的风速较小,而通孔中部的风速较大,这样就使得颗粒的旋转角度矢量和自身的飞行速度矢量不重合,根据伯努力原理,速度差异会导致压强差异,这样在和颗粒飞行方向相垂直的方向上产生了一个横向力,在这个横向力的作用下,颗粒偏离原来的飞行轨迹发生偏转,直接撞击在催化剂壁面上,从而导致磨损。
2.2磨损剂浓度对催化剂磨损强度的影响
磨损剂浓度与催化剂磨损强度的关系见图3a。从图3a可以看出,随着磨损剂用量的增加,在同样的试验时间内,磨损失重率逐渐增加,磨损强度先增加后减小。磨损强度的定义为每消耗1kg硅砂时催化剂的磨损失重率,当硅砂的重量(飞灰浓度)超过一定范围之后(在本试验中为32g/m3),磨损强度反而有所下降。
2.3空速对催化剂磨损强度的影响
空速与催化剂磨损强度的关系见图3b。从图3b可以看出,空速对催化剂磨损强度有较大影响。在同样的试验时间和飞灰浓度下,随着空速的增加,磨损强度和磨损失重率快速增加,抗磨损性能降低。由催化剂磨损机理可知,靠近管道壁面和催化剂内壁面的风速较小,因而裹挟其中的磨损剂动能较小,从而对靠近管道壁面部分的催化剂磨损相对小。
而处于管道和通孔中部的风速高,其中的磨损剂动能较高,从而对催化剂中部的磨损加剧,使得磨损后的催化剂断面呈弧形。因此,对于相同的飞灰浓度,风速越高,磨损剂动能越大,磨损强度和磨损失重率快速增加。在SCR脱硝工程中,如果催化剂实际运行条件偏离设计要求,如烟气量增加将会导致催化剂的磨损加剧,抗磨损性能下降,必然影响催化剂的寿命,增加SCR系统运行成本。
2.4磨损时间对催化剂磨损强度的影响
磨损时间与催化剂磨损强度的关系见图3c。
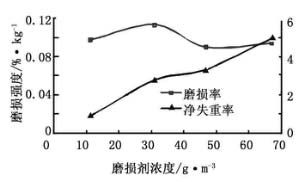
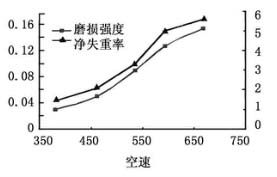
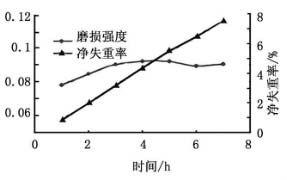
图3催化剂浓度、空速、磨损时间与磨损强度的关系
从图3c可以看出,催化剂净失重率随着磨损时间的增加而升高,两者呈现近乎线性关系,但催化剂磨损强度的曲线在系统运行3h后趋于平稳,即当试验趋于稳定后,磨损强度基本上与磨损时间无关。
2.5不同催化剂端部硬化后抗磨损性能差异
催化剂端部硬化作用原理如图4所示,催化剂表面浸渍了一层硬化液后,在高于常温的烟气中,硬化液受热后化学组成发生改变,生成一种硬度远高于烟尘颗粒的化学物质,当烟尘颗粒撞击在硬化层上,硬化层可以保护催化剂不被磨损。
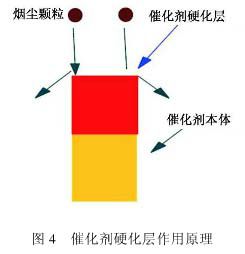
图4催化剂硬化层作用原理
催化剂经过端部硬化处理后,参比试块和试验试块经过磨损试验发现,其端部和壁面均没有发生明显的磨损现象,未硬化处理的试验试块端部被磨损后总体呈弧形并向内凹进,说明端部硬化处理可以明显改善蜂窝式催化剂的抗磨损性能。
同时为了考察催化剂在浸渍了端部硬化液后对脱硝效率的影响,在同一根催化剂上另外选取两块活性试验试块,其中一块进行硬化处理,另一块未进行硬化处理,分别测试两者的脱硝效率,结果如表1所示。
表1硬化前后催化剂脱硝效率对比项
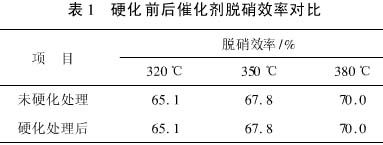
两者的脱硝效率保持不变,说明催化剂浸渍端部硬化液后不会对催化剂的活性造成不利影响。
试验中选取抗压强度近似的三种型号催化剂。随着孔数的增加,催化剂磨损减重、壁厚被磨耗减薄程度均逐渐降低,抗磨损性能不断提高。端部经过硬化处理的催化剂,其抗磨损性能相对于未经硬化处理的明显提高,总体趋势仍然是随着孔数的增加,抗磨损性能相对提高。
经过硬化处理的催化剂,其壁厚被磨耗减薄的程度急剧减小,相对于未经硬化处理的催化剂,三种规格催化剂壁厚被磨耗减薄的程度趋于一致。这说明,催化剂端部硬化处理可以极大的改善催化剂的抗磨损性能,从而提高催化剂的使用寿命,减少更换和维护成本。
3结语
利用自制的SCR蜂窝式催化剂抗磨损性能模拟试验装置,对催化剂进行了抗磨损性能试验研究,结果表明,催化剂的磨损强度主要受空速和磨损剂浓度的影响,其中尤其以空速影响最大。同时还表明,随着催化剂孔数增加,催化剂的磨损强度和抗磨损性能同步提高。
以上结果说明,电厂的实际运行条件会较大的影响催化剂的抗磨损性能和使用寿命,在进行催化剂选型设计时,应该根据电厂实际条件合理选择催化剂。




