



ժҪ����Ի��ֽ�ˮϵ����ˮ������ˮ�Ĵ�����ͨ��������������о��������ռ���Ũ����ƽ�⡢Ͷ�Ӿ۱�ϩ����(PAM)�����Ļ���Һ����Ĺ������̺�PLC������ƣ�������Զ����̶ȡ�Ũ��������Һ�ܴ���ŷţ����Ļ�����ˮ�����������≥42%��PAM��ע��1.0��1.5kg/t���ࡣ�о��������ù��տ���Ϊ���ֽ�ˮϵˮ������ˮ��������������ݡ�
�����ؼ��ʣ����ദ�� ��Һ���� �������� �������
��������ˮ������Ⱦ���ٵĵط�Զ������ˮ����Ȼˮ���������ƣ����������ˮ�ɱ���������ˮ��˾��δ�������Ĵ����˳ط���ϴ��ˮ�ͳ���������ˮֱ�����뽭�ӣ��������º����ٻ�������ˮ�廷�����һ���̶ȵĸ���Ӱ�졣��ˣ��Ϻ�������ˮ��˾������ˮ��(������ģ7×104 t/d)����������ˮ�������������������о���Ͷ�����к�ȡ������Ч����
1 ����ˮ�����о�
1.1 ԭˮ�Ƕ���SS����ع�ϵ
����������������ˮ��SS��������ģ���ͬˮԴ����ͬ����(��ϫ����)�IJ�ͬ�Ƕȶ�����Ӱ������SS����ع�ϵ������ˮ��һ����1997��12��—1998��2��ԭˮ�Ƕ���SS�Ĺ�ϵ��ͼ1��
������������֪����
������ ��õ��Ƕȣ����Ϊ80 NTU�����Ϊ25 NTU��ƽ��Ϊ42.3 NTU��
������ ��õ�SSֵ�����Ϊ130 mg/L�����Ϊ43 mg/L��ƽ��Ϊ83.54 mg/L��
������ ��50�����ݷ����ɵã��Ƕ�ֵ����60 NTU��ռ90%����ͳ���Ƕ���SS����ع�ϵ����Ϊ��
����y��2.154 8x-7.202 4
����R2��0.9571
������ ������������л��ֽ��������н����Ƕȵ���80 NTU�����������25��60 NTU֮�䣬�ʸ���60 NTUʱ��SS����ع�ϵ�д�������һ���о���
1.2 ����ˮ������������
����ˮ������ˮ�����������Ĺ����漰������������ģ����ˮ��е�ͻ����豸���������ã���ȷ�����̹�ģ��Ͷ�ʳɱ�����Ҫ���ݡ���
һ��������ˮ���������������Ӣ��ˮ�����о����ġ����ദ��ָ�ϡ�һ�����ṩ������ˮ�����ຬ�����㹫ʽ��
����DS��SS+0.2B+1.53C��2A+0.2B+1.53C
����ʽ�С�DS——ˮ�и����ຬ����mg/L
����������SS——ԭˮ��������������mg/L
����������A——ȥ�����Ƕȣ�NTU
����������B——ȥ����ɫ��
����������C——Ͷ�ӵ�������(����������)
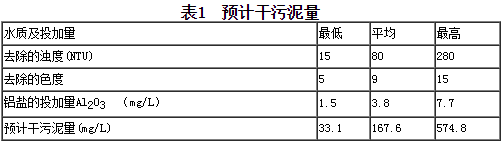
��������1994��—1996��ԭˮ�Ƕ�ͳ�ƣ�Ԥ�Ƹ�����������1��
����ˮ����ˮϵ��ȡ1.07��һ�����մ���ˮ����
����Q��6.67×10.4 m3/d×1.07=7.137×104 m3/d
������ƽ���ղ�����������
����W��71 370 m3/d×(167.6×10-6 t/m3)=11.96 t/d
��������ղ���������W��2.36 t/d
��������ղ���������W��40.99 t/d
��������Ŀ���Ƕȣ�80 NTU������������ģ���豸���������á�
1.3 ����ˮ��Ȼ��������
������ͬ����������ˮ����Ȼ�������Լ�ͼ2��
������ͼ2��֪������ˮ��������Ȼ���������У��������������ʱ����������ϼ�С�����Ҳ�ͬ�����ʵij����������Բ�ͬ�������ʽϵ�ʱ����ʼ����������ٶȺܿ죬�Ͽ쵽��ѹ�ܵ㣬����ѹ�ܵ㸽��������������ת�ۡ���������ˮ�����ʵ����ߣ����������½�����Խ��Խ������ʱ����������ƽ����ѹ�ܵ㲻���ԡ�ͼ�и�����ˮ����ʱ�����ʵı仯���ݼ���2��
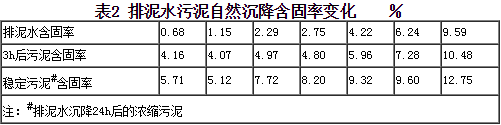
�����ɱ�2��֪��3 h���Ũ�������24 h���ȶ�����ĺ�������������ˮ��ʼ�����ʵ����߶����ߡ�����3 h��Ȼ�������ײ����ຬ���ʶ��ﵽ4%���ϣ������������е��ˮ�豸Ҫ��
2 ����ˮ��������
������һ��������ˮ�����������������������С���ԣ�ȷ���������̡�
�������Կ�����ˮ������ˮ��������������Ҫ���岿����ɣ������ء�Ũ���ء�����ƽ��ء��ۺ���Ͷ��ϵͳ�����Ļ���ˮ������������ϵͳ��2�����Ͻ��ڣ��������ص�����ˮ���ں߷���������PAM��ע�ڣ���2�����ϳ��ڣ���Ũ��������Һ�ŷſں�������������������ڡ����Ļ�����ˮ����������ˮ�����ء�
2.1 ����������ˮ���ռ�
����������������ˮ��ʵ�⣬���������Ժ��������ȫ��ʱ�ų���Ϊ3 680 m3/d��ƽ��Ϊ150 m3/h������������ˮ�ռ���Ҫ�ɺ���ʽ���������������ų�����������������ء�������ֱ��D��8 m,����H��4.8 m����Ч�����ݻ�Ϊ100 m3������װ�н����(����һ��ˮλ��ʼ����)�Է�ֹ��������������س�ˮѡ����̨DZˮ������(һ��һ��)������һ̨�ɱ�Ƶ���Ʋ�����л���Q��37.5��150 m3/h�����H��93.1 kPa���������ڰ�װҺλ�ǣ����ƽ�����Ŀ����ʹ���ˮλ�ź���PLC�������ġ�DZˮ�ó��ڴ���װ��������ǣ��ȿ��ֳ��۲⣬�ֿɴ����ź���PLC�������ġ�
2.2 ����ˮ��Ũ��
��������Ũ����Ϊ����ʽ�ֽ��ֽ�������ṹ����8.0 m����5.9 m����5.4 m���������160 m3/h������������Ũ��≥5% DS������Ũ��������ˮŨ��≤1% DS������Ũ���صײ����й����һ̨�������ռ��ײ�Ũ�����ࡣ
��������Ũ���ص���Ҫ����������б��Ũ��װ�á�����б��228�飬б���h��2m����L��2.5m����B��1m�����θ��53°��б����d��8cm��
��������Ч�������Ϊ��
����A��=(dsinθ+Lcosθ)nB=(0.08×0.8+2.5×0.6)×228×1=356m2
���������ͬ�ȸ߶ȵ�ƽ��ʽ�����أ������ͣ��ʱ��Ϊ��
����T��=A��h/Qmax��=356×2/150=4.75h
���������������п��Կ�����Ũ���ص����ͣ��ʱ�����3 h��������Ũ��Ҫ��
��������ˮŨ���ص�����˫��ʹ���������Ƿ��������ײ�����Ũ�ȼƲ�ú����ʴﵽһ������ָ��ʱ��ͨ��PLC����һ���źţ�ָ�������и��������ÿ���������������ƽ��أ�������Ũ�ȵ���ijһ��ֵʱ��PLCָ�������и���������ֹͣ������
�������Ž���������ˮ���Ͻ���Ũ���أ�������Һ�������š�������Ũ���ؽ������������ԣ����Խ����ͼ4��
����������õ�18��SS��������ݷ�����Ũ�����ų�����Һ��SSƽ��Ũ��Ϊ61.6 mg/L�����ֵΪ77 mg/L���ڽ�ˮˮ��ƽ����������£�����Һ�е�SSŨ�����½����ƣ���Ϳɴ�17 mg/L�����������ȶ��������������Ũ���ص����۷���Ч�����ⶨ���Ҳ��ȫ�������Ҫ��
2.3 ����ƽ���
����б��Ũ��������ྭ��װ�ڹܵ��ϵ������и��(���ڴ�������ϴ�Ĺ��壬�������������豸�İ�ȫ)����̨ƫ��������(����һ��)��������ƽ��ء�Ϊ��ֹ���������ƽ��������н����һ̨��ת��480 r/min�����⣬����װ��Һλ��(���ƽ������������ֹͣ)������Ũ�ȼ�(��Ϊ��ˮ�����ദ������PAM��ע��������)�����߿��Ƽ���DZ���
2.4 ���Ļ���ˮ
����һ�����ԭˮȡ�Ի��ֽ����Σ��ǶȽϸߣ�Լ70��80 NTU����ˮ����������Ͷ���������Ȼ��������ݲⶨ��������SiO2������50%���ϣ�Al2O3������17%��20%���ң��л��ɷ����ռ���Ϊ10%��13%�����������ɷֺ����ߣ������Ե���ˮ�ԣ�����������ˮ�����ס���������ˮ�������������С�ķ�����ѡ��DSNX—4550���Ļ���Ϊ��Һ������Ҫ��ˮ��е��
����DSNX—4550������ˮ�����ຬ����4%ʱ������15 m3/h�����ຬ����5%ʱ������12 m3/h,תͲØ 450/266 mm��תͲ������ֱ����Ϊ4.17����Ϊ10°�����Ļ����תͲ�ٶ�3 250 r/min�������ٶ�2 600��2 900 r/min��
����Ӱ������������ˮЧ�������غܶ࣬�����������������֣��������ɵ��ڻ�е���أ��ɵ��ڻ�е���أ��������ء�Ҫʹ���Ļ��ܴﵽԤ�ڵĹ�Һ����Ч������ȷ����е�ͺ�(���ɵ��ڻ�е����)֮���Ե���“�ɵ��ڻ�е����”����ı����Ļ�תͲ�ٶȣ�����G����������ʹ�����������������ڹ�Һ���룻��֮����СתͲ�ٶ�ʹ�������ؼ�С�������ڹ�Һ���롣���ǣ���������תͲ�ٶȣ��ض����������ĥ�𣬲������������
����ѡ��ͬ�ĵ���������Һ��ˮλ(�������)����ʹ����ˮ�ﵽ����峺�Ⱥ������Ѹ����֮���ƽ�⡣�ܵ���˵��������Һ��뾶��Сʱ������ˮ��ø������������ˮ�����ߡ����磺ת�ٲ�Խ�����������Ļ���ͣ��ʱ��Խ�̣������ˮ�ʾ�Խ�ߣ�����ˮ�����ʾͿ���Խ��֮��ת�ٲ�ԽС�����������Ļ���ͣ��ʱ��Խ������Һ����Խ���ף��������ֹ�����������֮��������ת�ٲ�����Զ������Բ��������б仯�Ĺ��庬����
�������⣬�����Ե����������ء������������Ѿ�ȷ��ʱ�����Ըı����Ͷ�����ʣ�����Ͷ�������ڹ�Һ���룻������������ע�ʣ����Լ��ٹ�Һ�����ٶȣ���ʹ����Ч���á�
2.5 ���յ��Զ�������
������Ŀ���й����У�������Զ���������ϵͳ�������о�������˿��е��Կ�ģʽ��ʹϵͳ��PLC��������´ﵽ�����Զ����еij̶ȡ�
�������ͼ3���գ�ʵ���Զ�������Ҫ������¼������⣺
������ ����ˮ�������Զ����ƪ�
�����������ͱá��������Ŀ�ͣ����
������ �Զ��ŷ�Ũ���صĵײ�Ũ�����થ
��������Ũ�ȼƲⶨֵ����������Ũ�����ŷ�����õĿ�ͣ���ﵽ�����ŷ��Կء���
������ ƽ�������Һλ���ƪ�
�������ƽ�������Ũ�����ŷ�����á����Ļ���������õĿ�ͣ�Դﵽƽ��ز���������ſա���
������ �Զ�����PAM��Һ���Զ�Ͷ��ҩ����
������������ˮ����PAM��ע�����Զ����ơ�����������ˮ����������ƽ�������Ũ��ָʾֵ���Ƽ�ҩ������
������ ��ij�÷�������ʱ���л����ñ��Ա�֤ϵͳ�������С���
������ Э������ˮ������������ϵͳ�����Ъ�
��������SLC 500С�Ϳɱ�̿�������Ϊ������ƣ���ʹ��������ʾֱ�ۡ����ü�㡢�������ס�
3 ����
�����������Ļ���ˮ������ˮŨ��������й�Һ���룬��ѡ����ѹ��ղ������о��˽������Ļ���Ũ�����ຬ���ʵ�Ҫ��Χ��������(װ������)�������������Ļ����١�ת�٣���ͬ���;۱�ϩ����(PAM)��ע�ʡ�Ͷ��Ũ�ȶ����Ļ���ˮ������ຬ���ʡ�����ˮSSֵ�ͻ����ʵ�Ӱ�졣
3.1 ��������PAM ��ע��
����������PAM��ע������������ʡ���������ʵĹ�ϵ��ͼ5�����п��Եó����½��ۣ�
������ ��һ���IJ����£���PAM��ע�ʣ�0.1%ʱ����PAM��ע�ʵ����ӣ����������Ҳ���ӣ���PAM��ע��Ϊ0.1%ʱ����������ʼ��ɴﵽ99%��
������ PAM��ע��Ϊ0.08%��0.16%ʱ���ɱ�֤���Ļ����ຬ����≥43%��
������ ʹ����������PAM���������ˮɫ��(Ŀ��)�ϵͣ���ɫЧ���ϼѡ�
3.2 ��������PAM��ע��
������������PAM��ע������������ʡ���������ʵĹ�ϵ��
������ ��һ���IJ����£���PAM��ע��>0��08%ʱ����PAM��ע�ʵ����ӣ����������Ҳ���ӣ���PAM��ע��Ϊ0.08%ʱ����������ʼ��ɴﵽ99%��
������ PAM��ע��Ϊ0.08%��0.23%ʱ���ɱ�֤���Ļ����ຬ����≥42%��
������ ʹ����������PAM���������ˮɫ��(Ŀ��)�ϸߣ���ɫЧ�����ѡ�
3.3 ���������Ͳ���
�������������Ͳ�������������ʡ���������ʵĹ�ϵ��
������ �ڲ�����1 248 kg/h������������ 16 m3/h������£��Կ�ȡ�����õĴ���Ч����ͨ����������Ϊ����640 kg/h����������10m3/h��
������ ����������ΧΪ6��16 m3/h����£���������ʾ���98%���ϣ����������≥42%��
3.4 ����Ũ�ȶ���������ʵ�Ӱ��
��������Ũ������������ʡ���������ʵĹ�ϵ��
�������Ļ��Խ���Ũ�ȵ�Ҫ�ߣ���3%��6.5%��Χ�ھ��ɱ�֤�ϸߵ����������(≥98.9%)�����������(≥43%)��
3.5 ���Ļ����ٶ���������ʵ�Ӱ��
�������ٶ���������ʺͷ���ˮSSֵ��Ӱ���ͼ9�����п��Եó����½��ۣ�
������ ���ٷ�Χ��7��11 r/minʱ����������ʾ�����44%������ˮSSֵΪ166��218 mg/L���������ٸߴ�12 r/minʱ�����ຬ���ʽ��ͣ���Ϊ39%������ˮSSֵ�ϸߡ�
������ ���ٻ����϶����������Ӱ�첻��Ӧ�ӽ���Ũ�Ⱥ�װ������ѡ����Ӧ���١���������ʱ������̫С���ܶ������Ļ�������̫������������ʻή�͡�
3.6 ���й��ղ���
�����ӹ������н���ɵó�����ˮ��һ��������ˮ�������Ļ�������ѹ��ղ�����
������ �����Ļ�Ũ������Ũ�ȣ�3%��7%��
������ ��PAMҩ����˵���������ͺ��������Ͷ����ã�
������ PAM��ע��Ϊ1.0��1.5 kg/t���ࣻ
������ PAM��Һ����Ũ�ȣ���������0.5%����������0.3%��
������ PAMͶ��Ũ�ȣ�0.2%��
������ ���Ļ�ת�٣�2 600 r/min��2900 r/min��
������ ���Ļ����٣�5��12 r/min��
�������Ļ����������ղ�������£���ˮ������ˮ���д��������Եó����½��ۣ�
������ ������PAM��ע��Ϊ0.1%��0.15%(kg/t����)ʱ����������ʣ�99%�����������≥43%��
������ ������PAM��ע��Ϊ0.08%��0.15%(kg/t����)ʱ����������ʣ�99%�����������≥42%��
������ Ͷ��������ʱ������ˮ�ѣ�Ͷ��������ʱ������ˮɫ�Ƚϲ
4 ����
������ ����ˮ������ˮ��������ѡ�����������Ƚ���ռ�����С�����й������㣬��Һ����Ч���ã���������ʸߣ�����ˮ�壬��������ʸߡ�
������ ������ˮ������Ϊ�Ϻ����ֽ�ˮϵˮ������ˮ��Һ������ѡ��ˮ��е�����ܷ����У��������㣬�Զ����ڲ��٣����ຬ���ʸߣ�������������ҩ���ͣ��Խ��ຬ����Ҫ����ȿ�������ˮ�ʺá���
������ �������б��Ũ���أ��ܻ����Ũ��������ˮŨ�ȵIJ�����ȷ������Һ����ˮ�����ﵽ�����ŷű�����
������ ��������Ҫ���в�������
����Ũ��������ҺSS��100 mg/L��
����Ũ��������Զ������ں�����3%��13%��
�������Ļ���������400��1 200 kg/(h·̨)��
�������Ļ����й�Һ���룬ҩ��PAMͶ������1.0��1.5 kg/t���࣬�۱�ϩ�����������ͺ��������Ͷ����ʺ����Ļ���Һ�����������ҩ����
�������Ļ�����Ũ�����࣬�����������99%���ϣ�����ˮSSֵ≤400 mg/L��
�����
����1 Ӣ��ˮ�о�����.90������ദ���ֲ�.1992
����2 ��ΰ.ˮ��������ˮװ�õ�ѡ��.��ˮ��ˮ��1995��21(7)
����3 л־ƽ.��ˮ������ˮ�����ദ��.�Ϸʣ����տ�ѧ���������磬1988
����4 �����ص�.���ദ��.�������й�������ҵ�����磬1987
����5 ½�ں꣬�������������.��ˮ������ˮ���������о�.��ˮ��ˮ��1993��19




