



摘要:以燃用特高硫煤的300MW机组中应用的旋汇耦合脱硫除尘一体化技术为研究对象,对该类技术进行现场测试与评估。测试结果表明:燃煤硫分在5%左右时,脱硫系统的脱硫效率可稳定在99.70%~99.82%,SO2排放质量浓度在23.4~30.8mg/m3,能够满足SO2超低排放小于35mg/m3的要求;除尘效率在78.6%~87.8%,颗粒物排放质量浓度稳定在4.60~5.76mg/m3,能够满足颗粒物超低排放浓度小于10mg/m3的要求。与脱硫单塔双循环、双塔双循环系统技术改造方案相比,该类SO2超低排放技术的改造与运行费用均有比较大的优势。
关键词:特高硫煤;SO2;脱硫除尘一体化;超低排放;经济性
近年来,中国大气雾霾污染问题日益严峻,大量极细颗粒主要来源于工业排放和气态污染物的转换,文献[1]认为大气PM2.5中主要化学成分按质量浓度排序为硫酸根(SO42-)>硝酸根(NO3-)>铵根(NH4+)>有机碳(OC)>钠离子(Na+)>元素碳(EC),而文献[2]认为燃煤电厂排入大气中的PM2.5约占全社会总量的10%,所以降低火电厂SO2、颗粒物等污染物的排放浓度至关重要。
《火电厂大气污染物排放标准》(GB13223—2011)[3]要求,新建、现有燃煤锅炉对SO2排放要求分别为100mg/m3、200mg/m3,而对于广西、重庆市、四川省和贵州省的火力发电锅炉因燃煤硫分比较高,而执行排放小于200mg/m3和400mg/m3的标准,对重点地区SO2排放全部要求小于50mg/m3,而超低排放要求SO2排放应小于35mg/m3。
按照《中国煤中硫分等级划分标准》,在中国高硫煤(硫分为2%~3%)占7.86%,特高硫煤(硫分>3%)占8.54%,硫分高的煤主要集中在西南和中南地区,华东和华北地区上部煤层大多硫分低,下部煤层硫分高。
为实现超低排放,中国的火电环保产业进行着不断的研究总结和技术进步,从2013年下半年起,少数东部地区的电力企业自主性推出了超低排放,并陆续在火电厂实施超低排放改造。按照《煤电节能减排升级与改造行动计划(2014—2020年)》(发改能源〔2014〕2093号)文件要求,各大电力集团、地方电力均制定了“十三五”超低排放规划,严格按要求在2020年之前完成超低排放改造。
文献[4]认为,当燃煤硫分>1.25%时,要达到超低排放,则需要更高的脱硫效率。目前国内对中低硫煤SO2超低排放改造的技术路线有:脱硫除尘一体化技术、单塔双循环技术、双塔双循环技术、双塔双循环加托盘技术。对特高硫煤SO2超低排放研究较少。
北京清新环境技术股份有限公司研究了燃烧特高硫煤SO2超低排放技术,该技术已在国内350MW超临界燃煤凝汽式发电机组烟气SO2超低排放改造工程上应用。为客观评价该技术的应用效果,对某电厂2号超临界燃煤机组在不同的运行工况下烟气排放的SO2等污染物浓度进行监测与评估。
1旋汇耦合脱硫除尘一体化技术原理
烟气通过旋汇耦合装置与浆液产生可控湍流空间,提高气液固三相传质速率,完成一级脱硫除尘,同时实现了快速降温及烟气均布;经过湍流器后使吸收塔内烟气均布,有效避免了空塔喷淋气流分布不均,喷淋层失效的问题。烟气继续经过高效喷淋系统,实现SO2的深度脱除及粉尘的二次脱除;烟气再进入管束式除尘除雾装置,在离心力作用下,雾滴和粉尘最终被壁面的液膜捕获,实现粉尘和雾滴的深度脱除。
2脱硫超低排放改造
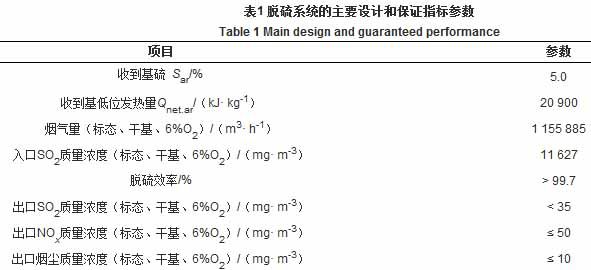
北京清新环境技术股份有限公司对某电厂2号机组实施了超低排放改造,是在原脱硫装置基础上进行,设计脱硫装置入口烟气中SO2质量浓度≤11627mg/m3条件下,出口SO2浓度达到超低排放要求。工程于2016年投入运行,脱硫系统的主要设计和保证指标参数见表1。
表1脱硫系统的主要设计和保证指标参数
此次提效改造结合现场运行的实际情况,在原吸收塔的基础上进行,采用吸收塔不抬高的方案。吸收塔由吸收浆池和吸收区两部分组成。本次改造原5台循环泵利旧使用,再新增加1台循环泵及喷淋层。增加的1台循环泵,流量7800m3/h,扬程30.5m,功率1000kW,喷嘴采用离心锥式,单向喷,压力为0.05MPa。氧化空气系统、石灰石制浆系统、石膏浆液排出系统等利旧,无需改造。
3系统性能测试与评估
3.1测试工况
2号机组在测试期间,机组负荷分别为350MW和278MW,机组负荷稳定,燃烧煤种、煤质基本不变、燃料配比不变,锅炉没有投油枪助燃、没有吹灰和打焦,袋式除尘器、脱硝系统、吸收塔系统、喷淋系统和除雾系统正常投运,测试数据具有代表性。
3.2采样与测试方法
污染物和烟气参数测试参照《固定污染源排气中颗粒物测定与气态污染物采样方法》(GB/T16157—1996)[5]、《燃煤烟气脱硫设备性能测试方法》(GB/T21508—2008)[6]、Stationarysourceemissions—Determinationofmassconcentrationofparticulatematter(dust)atlowconcentrations—Manualgravimetricmethod(ISO12141—2002)[7](固定污染源排放——低浓度时颗粒物(粉尘)的质量浓度测量——手工重量分析法)。污染物的采样与分析方法见表2。
表2污染物的采样与分析方法
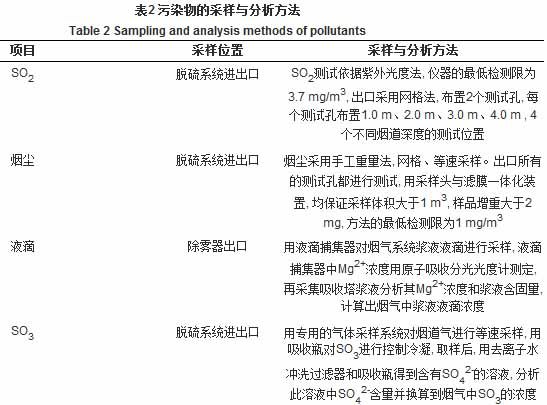
测试仪器:德国罗斯蒙特NGA2000烟气分析仪,青岛崂应3012H自动烟尘(气)测试仪,采样头与滤膜一体化装置,液滴捕集器,SO3气体采样系统。
3.3测试结果
在不同的负荷条件下,脱硫系统的脱硫效率和出口污染物浓度见表3,污染物浓度均为标态、干基、6%O2。
从表3看出,旋汇耦合脱硫除尘一体化技术在满负荷工况下的脱硫效率在99.70%~99.78%,平均值为99.75%,出口SO2质量浓度在24.7~30.8mg/m3,平均值为28.0mg/m3;在中负荷工况下,脱硫效率为99.82%,出口SO2质量浓度为23.6mg/m3,脱硫效率在高、中负荷工况下均高于99.7%,比保证效率高0.05%~0.12%,出口SO2质量浓度比超低排放要求低11.4mg/m3~4.2mg/m3,满足超低排放要求。脱硫效率、出口SO2质量浓度在不同负荷条件下比较稳定,与机组运行负荷基本没有关系。
从表3中可以看出,在高负荷工况下入口SO2质量浓度在10153.5~11814.6mg/m3,平均值为11019.3mg/m3,入口SO2质量浓度比设计值高-12.67%~1.61%,平均值比设计值高-5.23%,在中负荷工况下入口SO2质量浓度为13380.4mg/m3,比设计值高15.08%。
旋汇耦合湿法脱硫系统设计6台循环浆液泵,在试验期间浆液循环泵F停运,其余5台浆液循环泵正常运行,说明该脱硫系统有1台浆液循环泵可以作为备用,可确保在煤质硫分往上波动时,或某台浆液循环泵发生故障时,旋汇耦合湿法脱硫系统仍可保证较高的脱硫效率和出口SO2达到超低排放。
表3旋汇耦合湿法脱硫除尘一体化技术主要污染物脱除效率和排放浓度
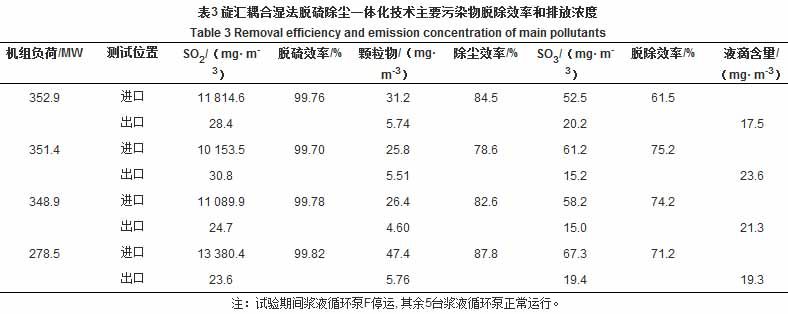
从表3中还可看出,旋汇耦合脱硫除尘一体化技术对颗粒物、SO3、液滴也有不同程度的脱除效果。在高、中负荷工况下对颗粒物的除尘效率在78.6%~87.8%,出口颗粒物浓度4.60~5.76mg/m3,传统空塔湿法烟气脱硫系统的除尘效率基本在50%左右,旋汇耦合湿法脱硫系统的除尘效率明显高于湿法烟气脱硫系统的除尘效率,出口颗粒物浓度均低于10mg/m3,也能满足超低排放要求。
在高、中负荷工况下,对SO3的脱除效率为61.5%~75.2%,高于文献[8,9,10,11]认为的SO3气溶胶颗粒很难吸收,传统的石灰石-石膏湿法脱硫技术对SO3脱除效率在30%~50%的数值。脱硫系统出口液滴质量浓度在17.5~23.6mg/m3,远低于《火电厂烟气脱硫工程技术规范石灰石-石膏湿法脱硫》(HJ/T179—2005)中规定的液滴质量浓度应不大于75mg/m3的要求。
4经济性分析
电厂单台350MW机组的超低排放改造费用为2000万元,系统增加的阻力为550Pa左右,与同类型机组超低排放改造投资费用和增加的阻力进行比较如图1所示。
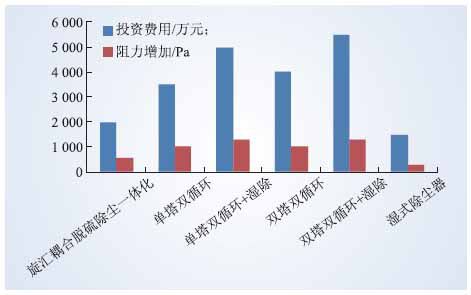
图1超低排放改造投资和增加的阻力
从图1可以看出,旋汇耦合脱硫除尘一体化系统的投资成本是单塔双循环脱硫技术的57%,单塔双循环+湿除技术的40%,双塔双循环脱硫技术的50%,双塔双循环+湿除技术的36%,而单塔双循环、双塔双循环脱硫技术只能脱除SO2,对颗粒物的脱除效率比较低,如果考虑颗粒物的超低排放,需要增加湿式除尘系统。可见,以旋汇耦合脱硫除尘一体化技术的投资成本比较低。
从增加的阻力来看,旋汇耦合脱硫除尘一体化系统中脱硫系统只增加一台浆液循环泵,增加阻力150Pa,高效管束除尘除雾器增加阻力400Pa,超低排放改造总阻力只增加550Pa,远低于单塔双循环、双塔双循环技术所增加的阻力,其增加的能耗是最低的,所以从投资和运行成本上看,旋汇耦合脱硫除尘一体化技术都具有比较大的优势。
5结论
(1)旋汇耦合湿法脱硫除尘一体化技术在350MW机组燃用特高硫煤脱硫系统的脱硫效率为99.70%~99.82%,SO2排放浓度在23.6~30.8mg/m3,能够满足SO2超低排放小于35mg/m3的要求。
(2)旋汇耦合湿法脱硫除尘一体化技术对颗粒物、SO3、液滴也有较好的脱除效率,对颗粒物的除尘效率在78.6%~87.8%,出口颗粒物浓度4.60~5.76mg/m3;对SO3的脱除效率在61.5%~75.2%;液滴的排放浓度在17.5~23.6mg/m3,远低于《火电厂烟气脱硫工程技术规范石灰石-石膏湿法脱硫》(HJ/T179—2005)中规定的液滴质量浓度应不大于75mg/m3的要求。
(3)旋汇耦合湿法脱硫除尘一体化技术具有脱硫效率高,对多种污染物排放一体化解决的优势,投资和运行成本较低,系统运行稳定,该技术在特高硫煤350MW机组上的成功应用,为较低成本解决特高硫煤SO2超低排放提供了技术途径。




