



摘 要:介绍转炉干法除尘系统的工艺流程、关键设备功能,并针对国内某钢厂转炉从投产到现在 LT系统在设备上和工艺上出现的问题,提出一系列解决措施。生产实践表明,该系统目运行稳定,净化后烟气含尘量合格,符合国家环保标准。
1 工艺流程
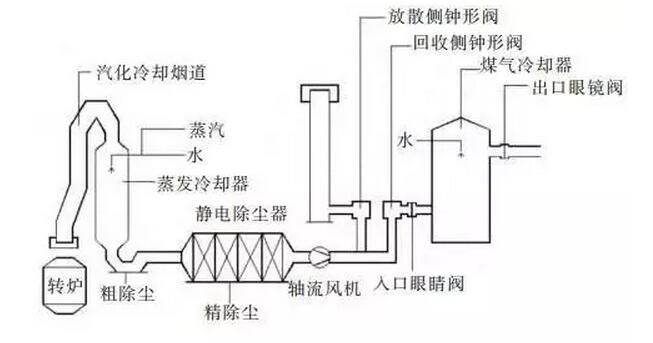
转炉烟气经汽化烟道冷却温度降到 800~1 000 ℃后进入蒸发冷却器,在蒸发冷却器内部得以降温、粗除尘、调质,最终约有35%左右的灰尘在蒸发冷出口香蕉弯处被收集。粗灰通过双板阀、链式输灰机等设备被送至灰仓并用汽车外送。经过调质后的烟气进入静电除尘器[1],静电除尘器从入口到出口共有 4 个电场,4 个电场对烟气进行精除尘,收集剩余的粉尘,烟气经过静电除尘器后含尘量降到 10 mg/m3。静电除尘通过扇刮系统、振打系统、链式输灰机等设备收集到剩下 65%的细灰。烟气经过静电除尘器后,能回收的烟气经过煤气冷却器被冷却到 70℃以下后进入煤气柜被回收再利用,不能回收的烟气通过放散塔点火装置燃烧放散。
工艺流程如图 1 所示。
2 关键设备功能介绍
2.1 蒸发冷却器
在转炉 LT 干法除尘系统中,蒸发冷却器起着关键性的作用,可以对烟气进行冷却、调质、粗除尘。在蒸发冷却器上部均匀布置16个双介质雾化冷却喷枪[2],喷枪喷射出来的雾化水蒸气对烟气进行降温,使烟气在蒸发冷凝出口达到合适的温度,确保电除尘进口温度在 140~160℃。在降温的同时也对烟气湿度进行调质,使粉尘的比电阻达到更有利于静电除尘器捕捉的值。约有35%的灰尘在蒸发冷却器香蕉弯处被收集后通过输灰系统运送到储灰罐。
2.2 静电除尘器
静电除尘器主要由进口气流分布板、放电极、收尘极、振打系统、扇形刮灰系统、泄爆装置等部分组成。静电除尘器的工作原理是:在阳极和阴极上通以高压(20~80kV)直流电流,其间产生一定强度的电场,使空气电离,产生大量的电子和正负离子,正离子向负极靠近被中和,负离子和电子在电场力作用下向收尘极运动,当含灰烟气通过电场后,固体尘粒与这些电子、负离子碰撞被荷电(粉尘获得电荷),荷电尘粒在电场力作用下向收尘极运动,被吸附在阳极板上。粉尘经振打,在重力、惯性力作用下落至电除尘下部,由扇形刮灰系统和链式输送机收集。烟气经过静电除尘器除尘后含尘质量浓度降低到10 mg/m3 。
3 干法除尘系统主要的优化改进
3.1 各阶段干燥煤气流量的设定优化
为满足烟气排放达标并且能够最大程度地节能,转炉冶炼期间对各个阶段的煤气流量设定也不尽相同,如表 1 所示。

3.2 蒸发冷却器系统的优化
在 LT转炉干法除尘系统中,蒸发冷系统的控制起着很关键的作用,为后续静电除尘器的发挥更好的作用奠定基础。通过这几年的应用与实践,在如下几方面进行优化。
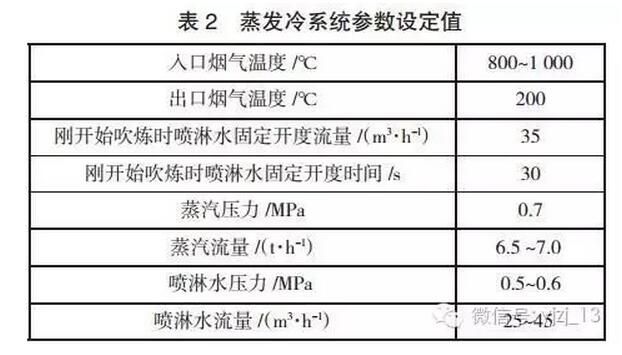
3.2.1 在参数设定方面的优化(见表 2)
3.2.2 在串级控制方面的优化
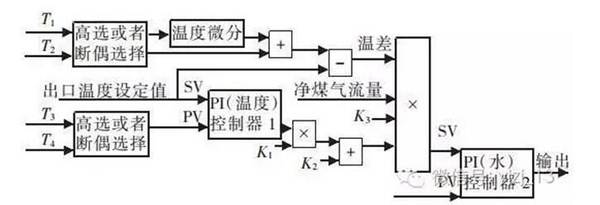
蒸发冷却器温度控制系统属于典型的间歇式串级温度自动控制系统。此温度控制系统使用了双 PID控制回路,一是以喷水量为核心的流量控制回路,二是以蒸发冷出口温度为核心的温度控制回路。当蒸发冷入口温度达到一定温度时,喷淋水阀门定时间、定开度打开,当规定时间结束后,控制模式释放转为 PID 控制,PID 控制功能图如图 2 所示。通过优化温度控制器的输出限定参数 K1=0.75、K2=0.5[3],整定 PI 控制器 2的比例、积分参数,使蒸发冷出口温度控制在(200±50)℃内,确保蒸发冷出口温度波动小,满足自动控制快速性、稳定性、准确性的各项指标。
3.2.3 在设备方面的优化
1)蒸发冷却器喷淋水设计要求水质硬度≤200mg/L,如果水质硬度超标很容易导致蒸发冷却器喷淋喷嘴堵塞。针对该问题,改用高级除盐水作为蒸发冷却器喷淋用水。高级除盐水基本不含有易导致结垢的离子,水质硬度很低,满足生产要求,使蒸发冷却器喷淋喷嘴堵塞问题得到解决。
2)在生产运行过程中,蒸发冷却器筒壁会慢慢积累硬块灰,由于检修周期的不同,积累的硬块灰的厚度、硬度也不一样。在每次检修期间往往需要组织人员对其进行清理,防止因大块硬灰从蒸发冷却器上部跌落到香蕉弯处而导致刮板机故障。检修初期,需要工作人员通过检修人孔进入到蒸发冷却器桶内清理,清理时间长,难度大,而且清理不够彻底。因此应用高压水清理技术,引进国外高压清洗机,在清理时打开检修人孔,人站在蒸发冷却器外部的检修平台使用高压水枪即可进行蒸发冷筒壁的清灰作业。
3)利用检修时间及时检查水、汽切断阀是否关闭严密,蒸发冷喷枪是否被堵塞,如果发现问题及时予以处理。
3.3 静电除尘器系统的优化
1)由于转炉静电除尘器内部环境恶劣、粉尘多,导致在润滑系统出故障的情况下 A 支架筒瓦和扇形刮灰器轴承很容易因为缺油而丧失功能,甚至被迫停产。因此对于A 支架和扇形刮灰器轴承采用剖分式自润滑轴承,不采用甘油润滑系统,一方面降低油品消耗,另一方面便于更换轴承。
2)密切监控电除尘进出口温差,保证进出口温差在 20 ℃,控制电除尘进口温度在 140~160℃;合理调整电除尘顶部氮封中氮气和空气的配比,如果发现异常及时检查是否漏气或者调整蒸发冷出口温度设定。
4 结语
随着国家节能减排政策的不断深入推广,冶金行业清洁节能型的生产工艺迫在眉睫。转炉干法除尘系统自动化程度高、除尘效果好,节水、节电,可实现负能炼钢,但是也存在很多问题,故障时有发生,甚至严重影响生产的顺利进行。通过对该系统进行优化改进,大幅降低了故障率,实现了系统的稳定运行,保障了生产顺行。




