



介绍了以钢铁、水泥、玻璃和垃圾焚烧行业为代表的非电行业烟气特点和烟气污染物处理现状,对选择性催化还原(SCR)脱硝技术在非电行业烟气治理中的应用和面临问题进行了总结分析,并对SCR催化剂的研究方向做了预测。
氮氧化物(NOx)导致酸雨、光化学烟雾和臭氧层破坏等,是大气主要污染物之一。燃煤发电厂及钢铁厂等非电行业是固定源NOx主要来源。2013年9月国务院发布《大气污染防治计划》(简称“大气十条”)以来,大气环境质量显著改善,大气污染特征由传统硫酸型污染为主转变为硝酸盐及有机细粒子为主的复合污染特征,故加大对NOx和挥发性有机物(VOCs)的控制将是下一步大气环境治理的工作重点。截至2017年底,全国71%的燃煤机组已完成超低排放改造。
对于大气污染物,在电力减排空间趋近饱和的基础上,非电领域越来越受关注。2018年7月国务院正式印发《打赢蓝天保卫战三年行动计划》,对钢铁等非电行业NOx排放提出了更加严格的要求。本文中对钢铁厂、水泥厂、玻璃厂和垃圾焚烧发电厂为代表的非电领域烟气特点及已有污染处理工艺进行总结,同时对SCR催化剂在非电领域应用可能面临的机遇和问题及解决方法进行总结,为相关行业从业者和研究者提供借鉴。
1 非电行业烟气特点及处理技术分析
非电行业包括钢铁、焦化、水泥、玻璃、垃圾焚烧和建材等企业。近年来,焦化和钢铁等非电行业消耗量几乎与电力行业等同。但非电行业污染物排放标准和治理水平远低于燃煤电站行业,导致其NOx、SO2和颗粒物(PM)排放量占全国3/4以上。其超低排放改造推进缓慢的原因包括治理标准待完善、环保监管难度大和缺乏经济可行的技术方案等,这些都与非电领域范围广、细分行业多、不同行业间生产工艺不同而导致的污染排放特性差异大的特点密切相关。
1.1钢铁行业烟气特点及脱硝技术应用进展
2015年,中国钢铁企业NOx排放量达97.2万t,占NOx总排放量的8%。钢铁生产工序繁多且各工序主要排放污染物种类多而不同。其中烧结工序是气态污染物排放最为严重的工序。该工序排放的PM、SO2和NOx等污染物分别占钢铁企业排放总量的35%、70%和50%以上。钢铁行业烧结烟气具有以下特点:
(1)烟气量大,每生产1 t烧结矿产生4 000~6 000 m3烟气。
(2)烟气成分复杂,含有HCl、SO2、NOx和HF等多种腐蚀性气体,铅、锌和汞等重金属,二噁英等有毒气体和大量粉尘(浓度达10 g/m3)。
(3)SO2浓度高且变化大,烟气中SO2浓度一般为1000~1500 mg/m3,甚至可达3000~5000 mg/m3。
(4)烟气温度低且波动范围大,烧结烟气温度在120~180℃,采用低温烧结技术时甚至低至80℃。
(5)含湿量和含氧量高,含湿量一般为7%~13%,含氧量达15%~18%。
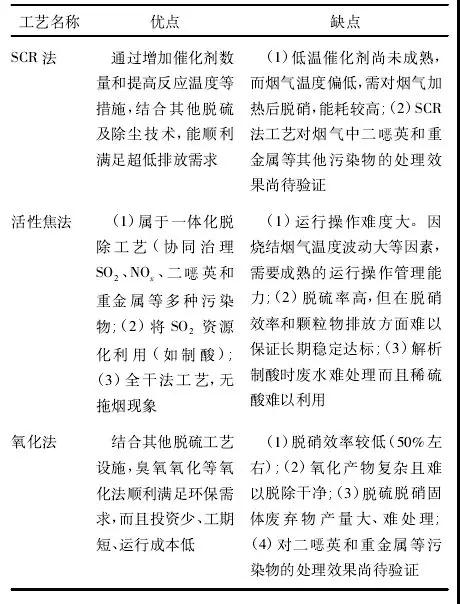
目前,应用于烧结烟气超低排放治理的主要有3种技术方案,即SCR法、活性焦法和氧化法。其在烧结烟气治理方面的优缺点如表1所示。中国金属学会等近期对国内开展烟气超低排放较早的代表性钢铁企业(如宝钢宝山基地和太原钢铁等)进行了调研,发现企业基本采用以上3种方法,既满足目前环保标准,也易于改造以满足更加严格的环保标准。
表1 SCR法、活性焦法和氧化法在烧结烟气治理方面的优缺点
1.2水泥行业烟气特点及脱硝技术应用进展
我国是水泥主要生产国,水泥生产导致NOx排放约200万t/a,占全国NOx工业排放量的15%。水泥窑炉烟气及烟尘特点:
(1)灰分含量高,预热器后灰尘含量高达80~120 g/m3。
(2)烟气成分复杂,具有黏性,极容易导致催化剂堵塞。
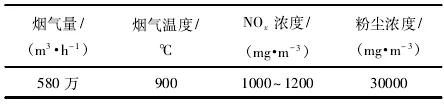
(3)灰分中CaO含量高,其中高粉尘浓度是水泥窑炉烟气的最大特点。某水泥有限公司4500 t/d水泥生产线水泥窑炉烟气参数如表2中所示。
表2 4500 t/d水泥生产线水泥窑炉烟气参数
水泥厂分解炉烟气温度为850~1200℃,烟气停留时间仅5s,适合选择性非催化还原(SNCR)脱硝技术(温度范围为850~1100℃,反应时间约200ms)的应用。结合炉内控制技术(如低氮燃烧器),NOx可控制在较低水平。但环境保护标准日趋严格,必须采用SCR脱硝工艺。
水泥行业烟气余热梯级利用,烟气高温和清洁不可兼得,SCR工艺只能选择高温高粉尘或低温低粉尘条件。为保护催化剂,首选低温低粉尘条件设置SCR工艺。但由于烟气中仍有碱金属和碱土金属含量高的粉尘及少量SO2,导致催化剂堵塞、磨损和中毒失效,因此迫切需要开发和使用抗中毒能力强的催化剂。
1.3玻璃行业烟气特点及脱硝技术应用进展
我国是玻璃生产大国,玻璃工业NOx排放量约14万t/a。玻璃行业烟气特点如下:
(1)NOx含量高(通常在2 000 mg/m3以上)。
(2)烟道出口温度高(450~550℃)。
(3)烟气波动大,玻璃炉窑换火操作,炉内温度先迅速降低再迅速升高,烟气量和烟气组分波动较大。
(4)烟气成分复杂,含有多种酸性气体(HCl和HF等);碱金属(Na盐和K盐等)和碱土金属(Ca盐等)含量高,并有一定黏附性和腐蚀性;燃料对烟气污染物影响明显(如表3)。
玻璃熔窑烟气脱硝普遍采用SCR技术。典型玻璃熔窑烟气SCR脱硝工艺流程如图1所示。该工艺的优势在于:
(1)烟气先经余热锅炉再进入SCR反应器,既满足最佳脱硝温度条件,也可回收部分热量。
(2)脱硝前除尘,显著降低对SCR催化剂的冲刷及毒化作用。该工艺尤其适用于以石油焦和重油为燃料的复杂烟气条件,是目前玻璃厂改造以及新建玻璃厂配套脱硝工程的首选方案。
表3 玻璃熔窑使用不同燃料时烟气中污染物含量mg/m3
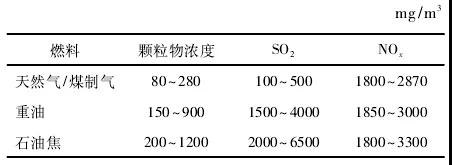
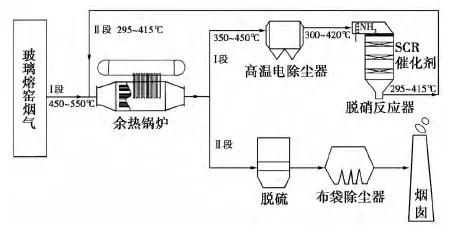
图1 玻璃熔窑烟气脱硝工艺流程
1.4垃圾焚烧行业烟气特点及脱硝技术应用进展
我国2015年城市垃圾排放量达2.5亿吨,约有2/3城市面临“垃圾围城”压力。具有处理量大、卫生而且能实现资源回收利用的垃圾焚烧发电技术日益成为城市垃圾处理优先采用的技术。截至2015年,我国在运营的垃圾焚烧发电厂达220座,垃圾焚烧处理量达62 Mt/a,占垃圾处理量的32%。对焚烧排放烟气的治理是该方法实现进一步大力推广的关键因素。
垃圾焚烧发电厂烟气成分复杂,除氮氧化物外,还伴有硫氧化物、氯化物、碱金属和重金属等(平均NOx342 mg/m3,SO2314 mg/m3,HCl 279 mg/m3)。应用SNCR技术脱硝可达到低于200 mg/m3的标准,但难以达到未来更低标准(<100 mg/m3)。我国目前采用“SNCR+半干法脱酸+活性炭喷射+布袋除尘”的主流技术路线能满足现在的环保要求,但要满足更加严格的环保要求,SCR技术不可缺少。采用“SNCR+脱酸反应塔+布袋除尘器+SCR反应器”的多种净化设备联合脱除方式(如图2),不仅能将NOx控制在较低水平(低于50 mg/m3),还有利于延长催化剂寿命。
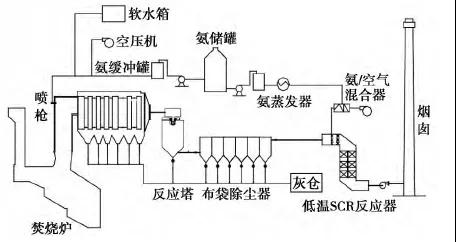
图2 垃圾焚烧发电厂典型脱硝工艺流程
2 SCR脱硝技术面临的挑战及解决方法
通过前面分析可以看出,一方面,SCR脱硝技术在钢铁企业和玻璃企业有着较大的应用需求。另一方面,尽管水泥厂和垃圾焚烧发电厂采用炉内控制技术及其与SNCR结合的方式,都能满足目前的环保要求,但随着环保标准的日趋严格,SCR技术同样不可缺少。因此,尽管非电领域不同行业间烟气特点差异明显,适用的烟气治理方式也不完全相同,但SCR脱硝技术在非电领域脱硝治理中有着广阔的应用空间。
催化剂是SCR脱硝技术的核心,但非电领域烟气环境复杂,通常含有高浓度SO2,玻璃烟气中含有大量碱金属(Na盐和K盐等),水泥烟气中含有大量CaO,垃圾焚烧烟气中含有大量挥发性有机物,SCR工艺所处理烟气温度往往较低(低于300℃)。因此,提高催化剂反应活性的同时,增强抗中毒能力(抗硫铵盐中毒和抗碱金属中毒)及多污染物协同脱除能力,对催化剂在非电领域的应用具有重要意义。
2.1 SO2对催化剂的影响及防治措施
几乎所有工业烟气中都含有一定浓度的SO2,而SO2对SCR催化剂具有多重影响。一方面,SO2在催化剂表面生成硫酸盐,有利于提高催化剂表面酸性而提高脱硝活性,尤其是高温条件下的活性。而SO2同样可以与催化剂载体或活性组分发生反应,导致催化剂比表面积和氧化还原性能降低而使其失活。另一方面,SO2被氧化后生成的SO3与烟气中的NH3反应生成硫铵盐,导致催化剂孔道结构堵塞和活性位覆盖而失活。其中催化剂组分与SO2发生反应而失活是导致Mn基催化剂等多种具有良好低温活性的催化剂难以广泛工业化应用的重要因素。而SO2难免在烟气或催化剂表面发生氧化,并与烟气中喷入的NH3反应生成硫铵盐,因此,低温条件下(<300℃)长期运行的脱硝催化剂,硫铵盐尤其是硫酸氢铵的生成是影响其活性的关键因素。
降低烟气中SO3浓度是减缓甚至避免催化剂硫酸氢铵中毒的关键。文献从工程和催化剂设计角度总结了减少烟气中SO3浓度的方法。其中工程方面的措施包括减少燃料中硫含量以减少烟气中SO2浓度,减少烟气飞灰中金属氧化物含量以降低飞灰对SO2的催化氧化作用,增加烟气中碱性物质含量(包括喷入Na盐等碱性吸收剂)以消除烟气中已生成的SO3等。催化剂设计方面,以V基催化剂为例,从催化剂组分和结构设计方面介绍了SO3生成的机理及抑制其生成的方法,对催化剂开发具有重要参考价值。
2.1.1 SO3在催化剂表面的生成机理
气相中的SO2扩散到V2O5活性位后被氧化,生成SO3后脱附到气相中,进而完成SO2完整氧化过程。动力学研究表明,在低温脱硝条件下,SO2在V2O5/TiO2催化剂上的氧化属于化学反应控制的反应。V2O5含量、反应温度、V价态和催化剂酸碱性等对SO2的氧化具有重要影响。
2.1.2设计催化剂以减缓SO3生成的方法
(1)控制活性组分V2O5含量。SO2氧化位主要是聚合态的钒,随V2O5含量增加,催化剂脱硝活性线性增加,SO2氧化率几乎呈指数增加。另外,V2O5抑制NH4HSO4分解,提高NH4HSO4分解温度而导致其在催化剂表面累积加速。因此,催化剂中V2O5含量不宜过高(通常为1%左右)。
(2)选择合适的助剂和载体。SO2在活性位上的氧化包括吸附、氧化反应和产物SO3脱附3个步骤。WO3或MoO3等助剂的添加及Ti O2-SiO2载体的使用有利于增强催化剂酸性,增加催化剂比表面积,并提高活性组分的分散,从而减轻催化剂对SO2的吸附和氧化作用而降低SO3的生成量。
(3)合理设计催化剂几何结构。SCR反应和SO2氧化反应的速率不同,导致其在催化剂上反应的位置不同。合理控制催化剂活性组分厚度和分布,既降低SO2氧化率又节省成本。由于蜂窝状催化剂孔道内壁对气流的黏滞作用,距离壁越近,气体流速越小,停留时间越长。基于此原理,设计如图3所示的催化剂,可显著减缓SO2氧化。根据毛细冷凝现象,增大催化剂孔径有利于降低孔内SO2浓度,从而降低SO3生成速率和平衡浓度,抑制SO2氧化。
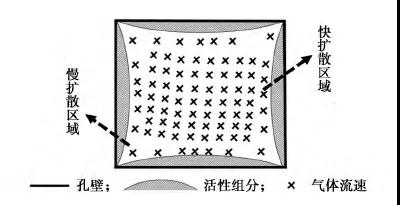
图3 根据气体扩散速度调整活性组分分布的催化剂示意图
2.2催化剂碱金属中毒机理及抗碱金属中毒催化剂开发
碱金属与催化剂中活性位具有强烈相互作用,中和催化剂中酸性位,减少催化剂对NH3的吸附而导致其失活。增强催化剂抗碱金属中毒能力的方法包括采用强酸性甚至超强酸性材料作为催化剂载体和增加活性组分的量等。分子筛具有大的比表面积和较多酸性位,担载Cu等过渡金属的分子筛催化剂具有较强的抗碱金属中毒能力;通过硫酸硫化、杂多酸修饰和离子交换等方法增强载体酸性可显著增强催化剂抗碱金属中毒能力;增大催化剂比表面积,增加活性组分的量同样显著增强催化剂抗碱金属中毒能力;Huang等开发了一种SCR活性位和碱金属吸附位分开的黑锰矿氧化锰催化剂,碱金属优先吸附于碱金属吸附位,显著缓解催化剂碱金属中毒,为新型抗碱金属中毒催化剂的开发提供了良好思路。
2.3 NOx与VOCs协同脱除
SCR催化剂对挥发性有机物具有一定的氧化脱除能力。V2O5/TiO2催化剂对包括含氯有机物在内的多种挥发性有机物具有良好的催化氧化效果。而Gallastegi-Villa等通过ZSM5分子筛对传统VO2/TiO2催化剂进行了改进,制备了VO2/TiO2/ZSM5催化剂,显著提高了催化剂酸性,并对NO和邻二氯苯表现出良好的同时脱除能力。Gan等通过共沉淀法制备了MnO2-CeO2催化剂,发现氯苯氧化和NOx还原在其表面具有协同促进的作用。真实环境中挥发性有机物种类繁多,而且,有机物未充分氧化将导致结焦积碳现象而使催化剂失活。因此,改善催化剂性能,提高其对多种挥发性有机物和NOx的脱除性能,提高其抗结焦中毒能力,并探究中毒催化剂的适宜再生方法,对垃圾焚烧等同时存在大量VOCs和NOx的烟气治理具有重要意义。
3 总结
非电领域自身范围广、细分行业多,不同行业间生产工艺差异大,污染排放特性各不相同,相应的污染物治理工艺也不完全相同。而脱除效率高、易升级改造的SCR脱硝技术对满足现在和将来的非电领域烟气脱硝需求具有重要意义。同时,含有一定浓度SO2、碱金属和碱土金属含量高、挥发性有机物含量高及低温的烟气环境将是SCR催化剂面临的严峻考验。因此,提高SCR催化剂低温活性,同时提高抗硫铵盐、抗碱金属和碱土金属中毒能力,增强催化剂对NOx和VOCs的协同脱除性能,是未来SCR催化剂发展的重要方向。




