



本研究采用经电化学预处理后的剩余污泥进行厌氧发酵,试验考察了不同投配率对污泥厌氧发酵效能的影响,并进行了对照试验,结果得出,在相同的运行条件下,污泥投配率分别是5%、7%和10%的时候,电化学组TCOD去除率较对照组分别增加了12.4%、9.5%和4.7%。投配率为7%的条件下氢气含量最高,结合投配率对TCOD、VFAs、产气量和氢气含量等影响,得出将污泥投配率控制在7%有利于发酵系统的稳定运行。
1.前言
采用生物法的污水处理厂运行过程中会产生大量剩余污泥,随着废水处理量的增加,剩余污泥的产量也大幅增长[1]。目前,较为常用的处理方法是对污泥进行厌氧消化处理,一方面可以实现生物污泥减量、减容,为后续处理提供便利;另一方面污泥在厌氧消化过程中产生氢气、沼气等能源。但大部分有机质包含在剩余污泥细胞壁内,不易被微生物利用,为提高污泥厌氧发酵效率需对剩余污泥进行预处理来提高其有机质利用效率[2-4]。
目前,常用的剩余污泥预处理方法有物理、化学、生物等方式。本研究对电化学方法预处理后剩余污泥进行厌氧消化处理,并进行对比试验,考察电化学预处理前后剩余污泥厌氧消化性质的变化情况。
2.试验材料与方法
2.1污泥特性
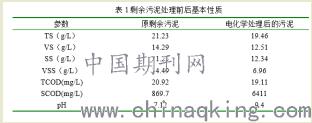
本试验所用污泥取自长春市某污水处理厂浓缩池污泥,将此污泥进行电化学处理后(处理条件:pH=10,电压30V,极板间距为2cm,反应时间为间歇电解50min即电解10分钟停5分钟),预处理前后污泥性质见表1。
2.2试验方法
2.2.1试验装置
污泥厌氧发酵试验装置由有机玻璃加工而成,有效容积6.0L,反应器内径20.0cm,高38.0cm,试验装置设有搅拌机,使反应器内厌氧微生物与基质充分混合,搅拌轴与反应器盖连接处装有水封垫,确保空气不能进入反应器内,维持厌氧反应所需条件。并设有恒温水浴装置,保证反应器内温度维持在35±1℃范围内。
2.2.2反应条件
厌氧反应器pH值控制在4.2~4.5之间,通过改变污泥的投配率变化厌氧发酵系统的有机负荷,并检测进泥和出泥的TCOD、挥发酸(VFAs)、污泥沉降性、等。
3.试验结果与讨论
3.1污泥TCOD随污泥投配率的变化情况
厌氧发酵反应器污泥投配率与系统有机负荷成正比,试验期间考察了厌氧发酵系统污泥投配率变化对污泥TCOD去除的影响。在相同污泥投配率条件下,经电化学预处理后(电化学组)污泥TCOD去除率均高于对照组,在污泥投配率分别是5%、7%和10%的时候,电化学组TCOD去除率较对照组分别高出12.4%、9.5%和4.7%,即有机负荷越大,电化学预处理对污泥TCOD去除的影响越小。
且对照组污泥和电化学组污泥的TCOD去除率均随着污泥投配率的增加而减小,投配率由7%升至10%时,对TCOD去除的影响较大,此时电化学组TCOD去除率由40.3%降至27.2%,而投配率由5%升至7%时,系统TCOD去除率变化不大。
3.2不同投配率下的挥发酸浓度(VFAs)变化情况
厌氧发酵过程主要包括:水解、产酸发酵、产氢产乙酸和产甲烷四个阶段,本试验厌氧消化过程控制在产氢产乙酸阶段,因此,挥发酸浓度可在一定程度上反映系统运行情况。在相同的运行条件下电化学组VFAs浓度明显高于对照组,说明经电化学预处理后污泥厌氧消化性能的到明显改善。
同时还可看出VFAs浓度随着投配率增加而降低,分析认为,反应器启动初期水力停留时间长,发酵过程进行的较彻底,反应器内VFAs浓度较高,随着污泥投配率增加,水力停留时间逐渐减小,反应器内酸化菌不能充分将底物分解,导致VFAs浓度下降,但下降不明显,在投配率为5%,7%和10%的情况下,仅由最初的3350~3800mg/l降为3000~3200mg/l,对照组污泥由823~1134mg/l降至804~820mg/l。
3.3污泥沉降性变化
由试验结果可知,对照组进泥的平均沉降比(SV)为83%,电化学组进泥平均SV有显著地提高,可达57%,表明电化学预处理可明显提高污泥的脱水性。从结果还可看出,电化学组和对照组污泥的沉降性随着经发酵处理后均变差,分析认为发酵过程中,污泥中大分子物质如:蛋白质和多糖的分解使污泥的亲水性能变大,沉降性能也随之变差。
4.结论
本文以电化学预处理的剩余污泥和原剩余污泥为基质进行了污泥厌氧发酵制氢试验研究,得出如下结论:
(1)在相同的运行条件下,污泥投配率分别是5%、7%和10%的时候,电化学组TCOD去除率较对照组分别增加了12.4%、9.5%和4.7%。
(2)电化学处理后污泥沉降性和脱水性均得到改善,经厌氧发酵后沉降性和脱水性均变差。
(3)随着污泥投配率的增加产气量也随之升高,但投配率由7%升至10%时系统产气量变化不大,且对在相同的运行条件下,两组反应器产气中氢气含量相差不大,且均在投配率为7%的条件下氢气含量最高。结合投配率对TCOD、VFAs、产气量和氢气含量等影响,将污泥投配率控制在7%有利于发酵系统的稳定运行。




